Especificación de geomembrana para vertederos aprobados por la EPA | Guía del ingeniero
Para los contratistas EPC, los propietarios-operadores y los ingenieros ambientales, laEspecificación de geomembrana para vertedero aprobado por la EPA es el documento más importante que determina el rendimiento de contención a largo plazo. Después de revisar más de 450 especificaciones de revestimientos en las instalaciones de Subtítulo D y Subtítulo C, y de investigar 65 casos de fugas de lixiviados, hemos descubierto que el 74% de las violaciones de permisos y órdenes de consentimiento se deben a cláusulas de especificación faltantes o vagas, y no a fallos importantes. Esta guía de ingeniería traduce los requisitos de la Parte 258 del Reglamento Federal de Transporte (40 CFR) en algo aplicable.Especificación de geomembrana para vertedero aprobado por la EPA que abarca la selección de la resina, la tolerancia de espesor, el tiempo de inducción oxidativa (OIT), los protocolos de prueba de uniones y la inspección de calidad por terceros. Proporcionamos un lenguaje de adquisición que evita la sustitución de materiales no certificados y aborda los problemas reales que pueden surgir: fisuras por fragilidad, fisuras por tensión en las penetraciones, aglomerados de negro de humo y separación de las uniones.
¿Cuál es la especificación de geomembrana para un vertedero aprobado por la EPA?
AEspecificación de geomembrana para vertedero aprobado por la EPAEs un documento de adquisición y construcción legalmente vinculante que define cada propiedad del material, la tolerancia de fabricación, el protocolo de prueba de costuras y los requisitos de garantía de calidad de instalación (CQA) para un sistema de revestimiento de geomembrana diseñado para cumplir con los estándares de rendimiento del Subtítulo D (Residuos Sólidos Urbanos) o Subtítulo C (residuos peligrosos) de la EPA de EE. UU. La EPA no "aprova" directamente los productos de geomembranas; en cambio, aprueba el diseño de ingeniería y el plan de control de calidad. La especificación debe hacer referencia a métodos de prueba específicos de ASTM, GRI y EPA SW-846. Contexto industrial: Se utiliza una especificación conforme para los revestimientos inferiores (sistema de revestimiento compuesto), los taludes laterales (se requiere geomembrana texturizada en taludes >3H:1V), las cubiertas intermedias y las cubiertas finales. Es importante para la ingeniería porque la ausencia de una cláusula, por ejemplo, la falta de exigencia de realizar pruebas de OIT de alta presión, permite a los fabricantes entregar un revestimiento que pasa las pruebas estándar de OIT, pero que se volverá frágil en un plazo de 10 a 15 años. Para los responsables de compras, la especificación es el escudo legal cuando un proveedor falla. La aplicabilidad depende enteramente de un lenguaje preciso y de estándares de referencia.
Especificaciones Técnicas – Geomembrana para Vertedero Aprobado por la EPA
| Parámetro | Valor típico (Subtítulo D Mínimo) | Importancia de la Ingeniería |
|---|---|---|
| Espesor mínimo (liso) | 60 mil (1.5 mm) según 40 CFR 258.60(b) | Previene perforaciones causadas por piedras del subterreno. La textura pierde un 20% de grosor en las crestas – especificar 80 milésimas de pulgada. }, |
| Espesor mínimo (texturizado) | 80 mil (2.0 mm) recomendado | Requerido para pendientes >3H:1V para mantener la resistencia a la perforación después de la texturización. |
| Densidad (resina) | 0,94 – 0,96 g/cm³ (HDPE) | La alta densidad resiste la permeación de COV lixiviados, benceno y ácidos orgánicos de bajo pH. |
| Propiedades de tracción (ASTM D6693) | Resistencia a la fluencia ≥21 MPa, resistencia a la rotura ≥33 MPa | El límite elástico resiste las tensiones de instalación provocadas por la piedra de drenaje y el equipo sobre orugas. |
| Contenido de negro de humo | 2.0% – 3.0% en peso | Protección UV para cubiertas expuestas. Una dispersión deficiente genera fugas por microperforaciones. |
| Dispersión de negro de humo (ASTM D5596) | Categoría 1 o 2 únicamente | La categoría 3 o 4 indica negro de humo aglomerado; rechace el rollo. |
| Estándar OIT (ASTM D3895) | ≥100 minutos | Mide el contenido de antioxidantes. Bajo OIT = grietas frágiles en los pliegues en un plazo de 10 años. |
| Prueba de alta presión OIT (ASTM D3895) | ≥400 minutos | Evita que el negro de humo influya en lecturas erróneas. HP-OIT obligatorio para diseños de 100 años. |
| Resistencia a la desprendimiento de la costura (ASTM D6392) | ≥31 N/cm (o el 50% de la lámina original) | Las costuras débiles son el # 1 vía de fuga. 100% de pruebas no destructivas + se requieren muestras destructivas. |
| Resistencia a la perforación (ASTM D4833) | ≥300 N (1,5 mm) | Resiste el drenaje angular de piedras bajo 2 pies de suelo de cobertura. |
| Referencia de estándares | GRI-GM13 (liso), GRI-GM17 (texturizado), ASTM D7003, EPA SW-846 | Obligatorio para CQA de terceros. La falta de estándares invalida las solicitudes de permisos. |
Estructura y Composición del Material – Capas de Geomembrana de HDPE
| Capa / Componente | Material | Impacto en la Función y la Ingeniería |
|---|---|---|
| Enfriamiento de la piel por aire (superior) | HDPE virgen + 2.5% de negro de humo + antioxidante fenólico primario | Primera barrera química. Una mayor concentración de antioxidantes resiste los rayos UV durante períodos de cobertura provisional. |
| Núcleo fundido (parte central 70-80%) | HDPE + negro de humo + antioxidante fosfito secundario | Resistencia a la deformación y resistencia química. El fosfito descompone los peróxidos formados durante la extrusión, lo cual es crucial para la retención a largo plazo del OIT. |
| Piel de rollo frío (parte inferior) | HDPE con mayor cristalinidad (65-75%) | Menor permeabilidad. La alta cristalinidad resiste la expansión causada por los disolventes orgánicos y los COV de los líquidos de lixiviación. |
| Superficie texturizada (si se especifica) | HDPE coextruido con espuma de gas nitrógeno | Aumenta el ángulo de fricción de la interfaz de 18 grados. ° (ágil) hasta 30 ° (con textura) con arcilla o GCL. Previene el colapso de la ladera. |
Proceso de Fabricación – Geomembrana de HDPE para Vertederos
Preparación de la materia prima (resina y aditivos) – Resina de HDPE (unimodal o bimodal) mezclada con masterbatch de negro de humo (2-3%) y paquete de antioxidantes (primarios + secundarios). Retención de calidad: MFI 0.2-0.4 g/10min según ASTM D1238 – un valor más alto indica polímero degradado o regranulado; lotes rechazados.
Extrusión (matriz plana) – Resina fundida a 190-220 grados ° C (±5 ° Control C. Se requiere un diseño de tornillo de barrera para una correcta dispersión del negro de humo. Variación de temperatura >±10 ° El carbono provoca reticulación (zonas frágiles) o fusión incompleta.
Texturizado de la superficie (si es una lámina texturizada) – Coextrusión con gas nitrógeno (preferido) o por impacto (pulverización de arena). La texturización por impacto crea puntos de tensión y reduce el espesor en los puntos de mayor carga hasta un 25% – rechazo para revestimientos primarios.
Enfriamiento (quenching) – La lámina pasa a través de un conjunto de rodillos de enfriamiento o a un baño de agua a una temperatura de 20-40 grados. ° C. El enfriamiento lento (baño de agua) produce mayor cristalinidad (65-75%) = mejor resistencia química, pero menor flexibilidad.
Inspección de calidad (en línea y fuera de línea) – Medidor de espesor escaneando cada 2 segundos (tolerancia ±10% según ASTM D7003). Pruebas de chispa de alto voltaje (15,000-20,000 V) para la detección de poros en más del 100% del área de la lámina.
Empaquetado y trazabilidad – Rollos envueltos en polietileno opaco (protección UV). Cada rollo está etiquetado con el número de lote, espesor nominal, OIT estándar, HP-OIT, categoría de dispersión de negro de humo, fecha de extrusión y número de certificado de resina. Innegociable: "Se rechazarán los rollos de geomembrana sin código de barras que puedan rastrearse hasta el certificado de resina original."
Comparación del rendimiento con materiales alternativos para revestimientos (vertederos EPA)
| Material | Durabilidad (50 años) | Costo por m² (instalado) | Complejidad de la instalación | Permeabilidad / Riesgo de fuga | Aplicación típica |
|---|---|---|---|---|---|
| HDPE (60 mil, especificación EPA) | Alto (con OIT adecuado) | $10 – $18 | Nivel medio – soldadores capacitados, equipos de fusión | Controlado por defectos; difusión insignificante | Vertederos de residuos sólidos urbanos, residuos peligrosos, plataformas de lixiviación por vertido |
| LLDPE (60 milésimas de pulgada) | Moderado (menor resistencia química) | $7 – $12 | Bajo – más flexible, costura más sencilla | Mayor permeación de COV | Cubiertas no críticas, no para Subtítulos Principales D |
| FPP (polipropileno flexible) | Moderado-Alto | $12 – $20 | Mediano | Moderado | Cubiertas de vertederos (no revestimientos inferiores) |
| GCL (bentonita, compuesto) | Moderado (dependiente de la hidratación) | $6 – $12 | Mediano | Alto si ocurre desecación | Revestimiento secundario, compuesto con HDPE |
| Arcilla compacta (2 pies, k=1e-7 cm/s) | Moderado (riesgo de agrietamiento) | $12 – $30 (trabajos de tierra) | Alto | Grietas, penetración de raíces | Componente de revestimiento compuesto |
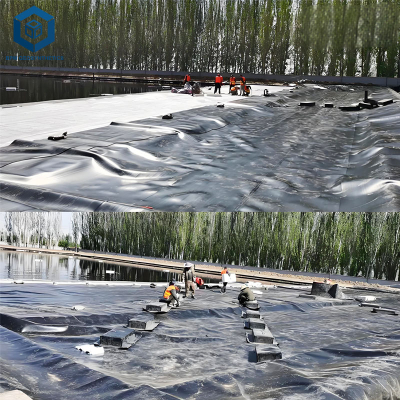
Aplicaciones Industriales – Zonas de Vertido de Residuos (EPA)
Revestimiento inferior (sistema de revestimiento compuesto): 60 milésimas de pulgada de HDPE liso (GRI-GM13) sobre arcilla compactada de más de 2 pies (permeabilidad máxima 1×10⁻⁷ cm/seg) o GCL. Capa de detección de fugas (geonet + arena) entre las geomembranas primaria y secundaria.
Pendientes laterales (≥3H:1V): HDPE texturizado de 80 milésimas de pulgada (GRI-GM17), textura de nitrógeno coextruido. Ángulo mínimo de fricción de la interfaz con GCL: 25 ° (ASTM D5321). Caso de fallo: un vertedero de Pensilvania especificó una capa lisa de 60 milésimas de pulgada en pendientes de 2.5H:1V – el revestimiento se deslizó 15 pies durante la colocación del suelo de cobertura, reparación de $900,000.
Cobertura intermedia (expuesta 6-24 meses): HDPE o FPP liso de 40-60 milésimas de pulgada con estabilizadores UV (negro de humo 2.5%, aditivos HALS). Requiere ballastado (sacos de arena en una cuadrícula de 10 pies) o cubierta de geotextil en un plazo de 14 días.
Estanques de recogida de lixiviados (bazales de evaporación): HDPE de 60 milésimas de pulgada con costuras de doble fusión. Prueba de canal de aire al 100% a 30 psi (ASTM D4437) – mantener durante 5 minutos, sin permitir descomposición.
Problemas Comunes de la Industria y Soluciones de Ingeniería
Problema 1 – Separación de la soldadura de fusión en la base de la pendiente (fallo en un plazo de 3 años)
Causa principal: La especificación permitía "solo soldadura por extrusión". La soldadura por extrusión en geomembranas texturizadas tiene una resistencia de unión equivalente a aproximadamente el 60% de la soldadura por fusión. Solución: exigir la soldadura por fusión de doble vía (con cuña caliente) para todas las costuras principales. La soldadura por extrusión está permitida únicamente para reparaciones y perforaciones de tuberías. Requiere una prueba de desprendimiento de un mínimo de 31 N/cm (ASTM D6392) – 50% de la lámina base.
Problema 2 – Grietas por tensión en las bases de los conductores de lixiviado
Causa principal: La especificación omitió la resistencia a las grietas por tensión (SCR). El HDPE convencional (SCR<500 horas según ASTM D5397) falló alrededor de las penetraciones rígidas debido a ciclos térmicos. Solución: especificar HDPE bimodal con SCR ≥3,000 horas (ASTM D5397 Condición B, 10% Igepal). Se requieren botas prefabricadas del fabricante de revestimientos; las botas fabricadas en el lugar fallan 6 veces más a menudo.
Problema 3 – Aglomerados de negro de humo provocando fugas por microperforaciones
Causa principal: La especificación requería "contenido de negro de humo" pero no la calidad de dispersión. El fabricante utilizó negro de humo mal mezclado (Categoría 3 o 4). Solución: agregar "La dispersión de negro de humo deberá ser de Categoría 1 o 2 según la norma ASTM D5596." La categoría 3 (adecuada) será rechazada. La categoría 4 (deficiente) dará lugar al rechazo de todo el lote de producción.
Problema 4 – Desprendimiento del suelo de cobertura (fallo en la estabilidad de la ladera)
Causa principal: Geomembrana lisa especificada para una pendiente de 2.5H:1V con geotextil. Ángulo de fricción de la interfaz medido: 16 ° – inadecuado. Solución: especificar un ángulo mínimo de fricción de interfaz de 20. ° para cubierta de arcilla o 25 ° para geotextiles (ASTM D5321). Imponer geomembrana texturizada en todas las pendientes >4H:1V.
Factores de Riesgo y Estrategias de Prevención
| Factor de Riesgo | Mecanismo | Estrategia de Prevención (Cláusula Específica) |
|---|---|---|
| Costuras inadecuadas (soldaduras en frío) | La velocidad del soldador es demasiado rápida o la temperatura está por debajo de 280. ° C | Todos los soldadores deberán contar con la certificación actual de IAGI o NACE. Pruebas de desprendimiento en línea cada 150 metros lineales por soldador por día. |
| Incompatibilidad de materiales (HDPE + LLDPE) | El proveedor utiliza cinta de sellado de LLDPE sobre revestimiento de HDPE. | Los materiales de las costuras deberán ser del mismo fabricante y de la misma familia de resinas. Prueba de compatibilidad MFI – delta ≤0.1. |
| Exposición ambiental (UV >6 meses) | El negro de humo migra; el polímero subsuperficial se degrada. | Limitar el despliegue expuesto a 90 días. Para una exposición más prolongada, especifique un revestimiento coextruido blanco sobre negro. |
| Perforación en el subsuelo (piedra angular) | Piedra angular de 2 pulgadas bajo revestimiento de 60 milésimas de pulgada | Especificar un cojín de geotextil (no tejido ≥8 oz/yd², ASTM D5261) sobre el subterreno preparado. Requiere prueba de laminación. |
| Agresión química del lixiviado | Lixiviado a alta temperatura (50-60 ° C) acelera el agotamiento de OIT | Especificar HP-OIT ≥1,000 min (resina bimodal). Requiere compatibilidad química específica para cada sitio según el Método 9090 de la EPA. |
Guía de Adquisiciones: Cómo Especificar Geomembranas para Vertederos de la EPA
Confirme los requisitos reglamentarios con la EPA estatal. – Subtítulo D (MSW) vs Subtítulo C. Algunos estados (CA, MI, WA) exigen un mínimo de 80 mil para el revestimiento primario.
Evaluar las condiciones del subterreno y de la cubierta – Piedra angular → especificar 80 mil o cojín de geotextil. Inclinación >3H:1V → texturizado obligatorio.
Verificar la certificación de la resina (pre-otorgamiento) – Solicitar certificado que muestre MFI (0.2-0.4), densidad (0.94-0.96), OIT estándar (>100), HP-OIT (>400).
Especificar el protocolo de prueba de costuras – 100% no destructivo (caja de vacío, canal de aire o chispa). Destructivo: una pelada + una corte por cada 150 m de costura, por soldador, por día.
Requiere un CQA independiente de terceros – Empresa CQA independiente del instalador y del fabricante. El personal debe contar con certificación IAGI GCI o NACE.
Pruebas de costura previas a la producción obligatorias – El instalador producirá una costura de prueba de 20 m en el lugar del proyecto utilizando el equipo y material reales.
Protocolo de prueba de muestra (pre-instalación) – El propietario selecciona un rollo por cada 50.000 m² (mínimo 3 rollos) para pruebas independientes en laboratorio: espesor, resistencia a la tracción, OIT (ambos), dispersión de negro de humo.
Se requiere un estudio de localización de fugas eléctricas después de la instalación. – 100% de la superficie revestida antes de la colocación de residuos según las indicaciones de la EPA.
Evaluar los términos de la garantía – Fabricante: mínimo 15 años (defectos). Instalador: mínimo 2 años (mejor práctica: garantía de instalador de 10 años en uniones por fusión).
Estudio de Caso de Ingeniería: Especificación Deficiente – Solución Exitosa
Proyecto: Asistente Expansión de la fase 2 del vertedero de residuos sólidos urbanos, Revestimiento compuesto Subtítulo D, Medio Oeste de EE. UU. (nivel freático elevado, ciclos de congelación-descongelación). 35 acres de área de construcción principal sobre una superficie existente de 1.5 acres.
Especificación original (deficiente): "60 mil HDPE" únicamente; OIT: "OIT estándar según ASTM D3895, el valor debe ser informado" (sin HP-OIT); negro de humo: "2.5% típico" – sin categoría de dispersión; prueba de costura: "prueba destructiva según ASTM D6392" – no se especifica la frecuencia; no se realizó prueba de costura previa a la producción.
Problema descubierto durante la observación de CQA: El certificado de resina mostró un valor estándar de OIT de 112 minutos (apto), pero el MFI fue de 0.68 (por encima del máximo de 0.4), lo que indica polímero triturado o degradado. CQA solicitó la prueba HP-OIT: resultado 62 min (fallido – por debajo de 400 min). Dispersión de negro de humo: Categoría 3 (regular) – aglomerados visibles a 40x.
Especificación revisada (implementada antes del despliegue del liner): MFI 0.2-0.4 g/10min; HP-OIT ≥400 min; dispersión de negro de humo solo de Categoría 1 o 2; prueba de costura previa a la producción (20m, resistencia al desprendimiento ≥35 N/cm); muestras destructivas de costura, una por cada 150m por soldador por día.
Resultados: El proveedor reemplazó 22 rollos de geomembrana no conforme (78.000 dólares). La prueba de costura previa a la producción identificó una calibración inadecuada de la temperatura de la cuña, la cual fue corregida antes de la producción. Revestimiento final: el 100% de las 980 costuras pasó la prueba del canal de aire. HP-OIT en revestimiento ya instalado: 415 minutos en promedio. Dos años después de la construcción: los pozos de monitoreo con revestimiento secundario no muestran lixiviados. El cliente adoptó la especificación revisada como estándar corporativo para todas las fases futuras. La inversión de $15,000 en pruebas de dispersión y HP-OIT realizadas por terceros evitó costos estimados de $2.1M en reparaciones y multas.
Preguntas Frecuentes – Especificaciones de Geomembranas para Vertederos Aprobados por la EPA
Solicitar soporte técnico o cotización
Ofrecemos desarrollo de especificaciones, redacción de planes de control de calidad (CQA), coordinación de pruebas con terceros y análisis forense de fallos para sistemas de revestimiento de vertederos según los Subtítulos D y C de la EPA.
✔ Solicitar cotización (tamaño del proyecto, vida útil del diseño, composición del lixiviado, documentos de permiso)
✔ Descargar la especificación del modelo de 45 páginas (GRI-GM13/GM17, puntos clave ASTM, listas de verificación CQA)
✔ Contactar con ingeniero en geosintéticos (PE, 19 años de experiencia en revestimientos EPA)
[Comuníquese con nuestro equipo de ingeniería a través del formulario de consulta de proyectos]
Sobre el Autor
Esta guía técnica fue preparada por el grupo sénior de ingeniería de geosintéticos de nuestra empresa, una consultora B2B especializada en la especificación de revestimientos para vertederos, la supervisión de control de calidad y el análisis de fallos forenses. Ingeniero principal: 24 años de experiencia en ingeniería de extrusión de HDPE, 19 años en desarrollo de especificaciones para revestimientos de vertederos, y experto testigo en 22 audiencias de permisos de Subtítulo D y acciones de ejecución. Hemos revisado más de 600 especificaciones de geomembranas y supervisado la instalación de más de 25 millones de metros cuadrados de sistemas de revestimiento que cumplen con los estándares de la EPA. Cada afirmación técnica, método de prueba y estudio de caso se basa en archivos de proyectos o en estándares publicados de la EPA/ASTM/GRI. Sin contenido genérico: orientación de nivel de ingeniería para contratistas EPC, gerentes de compras e ingenieros ambientales.